When I do an overhang test, I always have this problem at about 35°. Does anyone have a suggestion what could be causing it?
- Slicer: Orca
- Layer height: 0.2mm
- Infill: 0% (this has improved it a lot, I think the infill was causing bulging)
- Outer walls: 2
- Overhang speed: 10 or 20mm/s (both look the same)
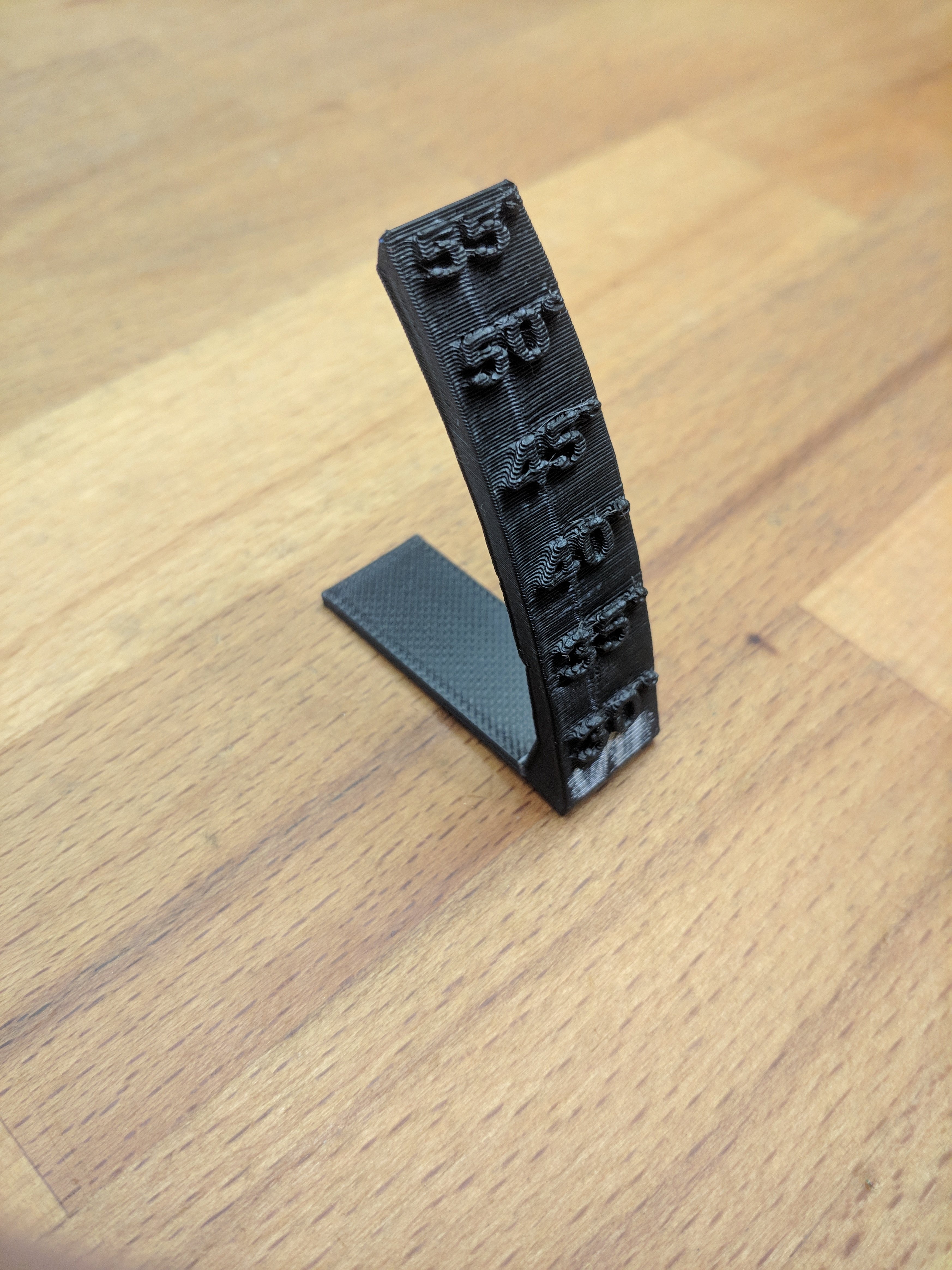

Solution: I mistakenly thought overhang speed in Orca was based on overhang angle, it is percentage instead (which makes much more sense for different layer heights). My 10-25% overhang speed wasn't set to slow down and that must translate to about 35° at 0.2mm layer height. I now have it set to 30mm/s and it now looks great 👍 And sorry, I was wrong when I stated the overhang speed 😅
