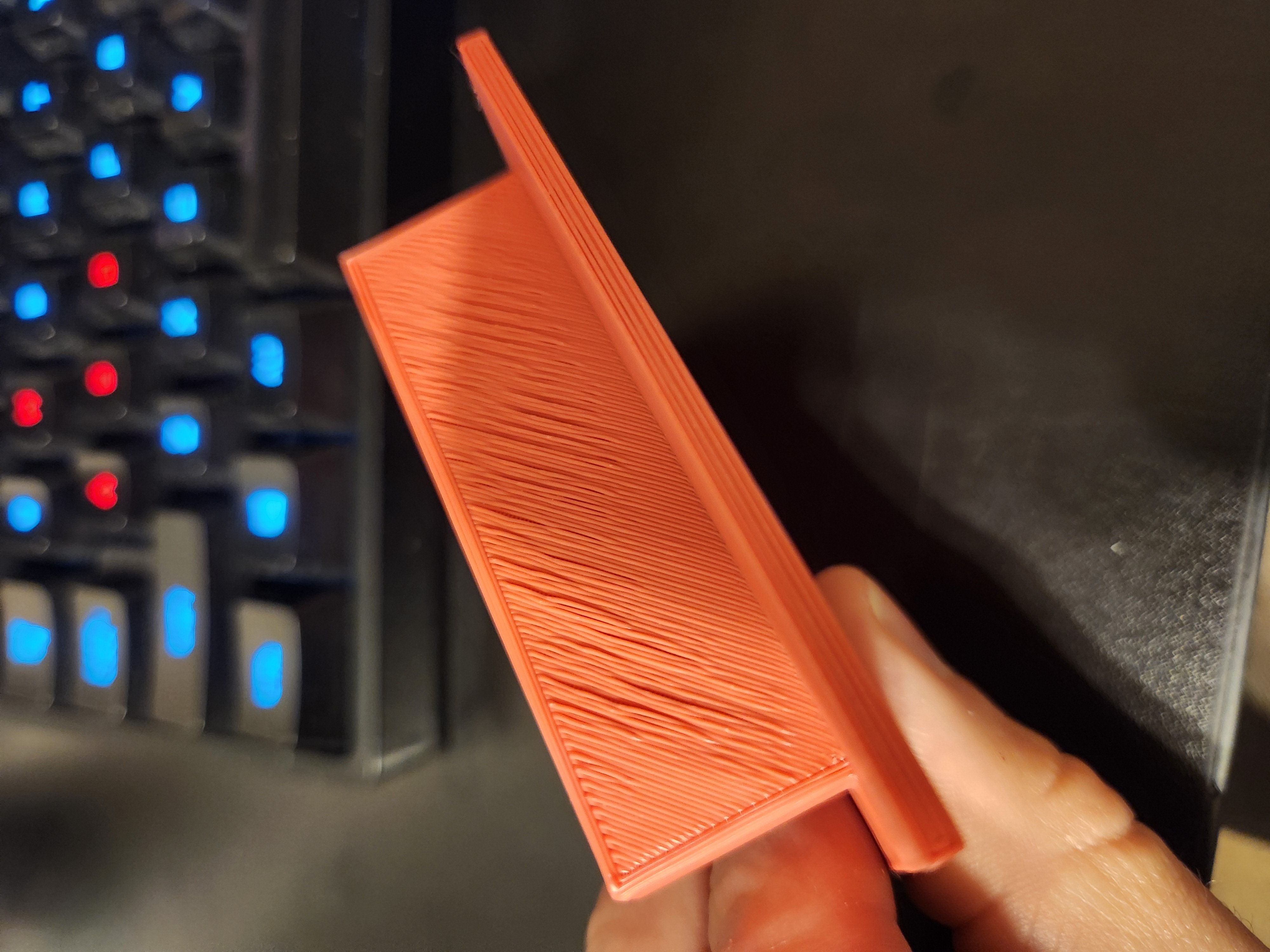
I've been getting some problem layers with this filament, especially on flat pieces like this. The first layer is always good, but flat layers (top and bottom) that are not on the bed are not great, like the filament is sagging and not connecting to the lines next to it, regardless of if they are supported or not. This one was a flat layer (completely horizontal) that was fully supported with the zigzag supports from the sovol version of cura.
I know ideally I wouldn't have totally flat overhangs like this but with the piece I want to print there isn't really a way around that other than printing multiple flat parts and gluing them together.
I am using a Sovol sv06 and overture PLA. I did not have this issue with the sovol silk silver pla.
I've tried leveling my bed again and I think mu z offset is OK because the first layers look good. Currently I'm printing another temp tower and will try some other calibration pieces but any help is appreciated
I watched a few videos on adjusting flow rate and ended up checking my e steps and they were quite a bit off. After fixing that I did a single wall cube to test flow rate and the measurements were right on.
I printed my test piece again and it is way better. I did slice this one in the regular Cura and not the Solvo version since that's what I was using to generate the flow tests but I had all the settings pretty much the same.
Thanks to everyone for the help and suggestions! I will be tweaking my flow and support settings a bit more I'm sure but for now I'm happy with the result