this post was submitted on 17 Jul 2024
18 points (90.9% liked)
3DPrinting
15629 readers
258 users here now
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at:
!functionalprint@kbin.social
or !functionalprint@fedia.io
There are CAD communities available at:
!cad@lemmy.world or !freecad@lemmy.ml
Rules
-
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
-
Be respectful, especially when disagreeing. Everyone should feel welcome here.
-
No porn (NSFW prints are acceptable but must be marked NSFW)
-
No Ads / Spamming / Guerrilla Marketing
-
Do not create links to reddit
-
If you see an issue please flag it
-
No guns
-
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe/ may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
founded 1 year ago
MODERATORS
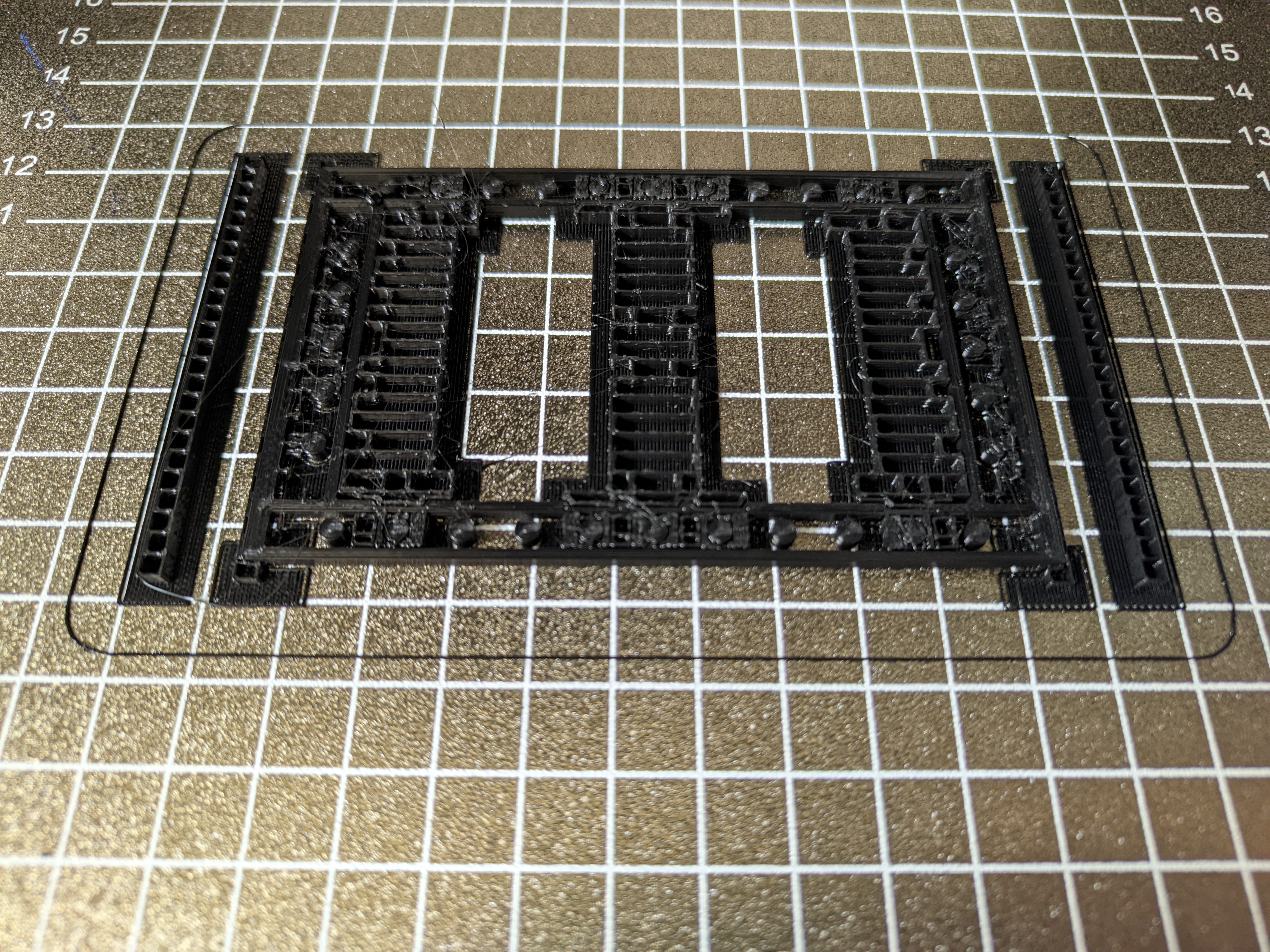
I'm going to make the assumption that is PETG you are working with. I had cobwebs like that when I tried moving over from doing PLA. There were a few things I had to work out to get better prints.
Recommend all of this and
Dry your filament. This should be the first thing you do, petg is one of the more moisture sensitive filaments in my experience, it's mostly cosmetic but can cause blobbing and it loves to stick to nozzles, I recommend a sock in general to help keep the block clean, baked on petg in setscrews sucks and I've abandoned blocks that are bad enough. You can clean them chemically but you need some nasty stuff, don't recommend.
What's your extrusion multiplier? Found it better to slightly underextrude petg, helps with blobbing and stringing.
Petg can still string even with everything tuned, it's "sticky" for lack of a better term, some whispy stuff can still happen, you can minimise it but acceptable should be your target, by that mean getting it to the point where yoh don't risk print failure, small whisps can be cleaned up with some hot air.
It's PLA. Forgot to mention that.